Verspaningsparameters
Bij het instellen van verspanende machines komen relatief veel parameters en variabelen kijken. Het op de juiste manier in- en afstellen van de machine en de gereedschappen vergt dan ook veel rekenwerk.
De verschillende parameters zijn echter noodzakelijk om op de juiste wijze te verspanen. Voorbeelden van benodigde parameters zijn de snijsnelheid, toerental, voedingssnelheid.

De vele verschillende verspaningsparameters
De parameters hebben veelal direct invloed op het verspaningsproces en de spaandikte.
Bij fouten in deze berekeningen kunnen hoge kosten ontstaan door niet behaalde toleranties, voortijdige slijtage van gereedschappen, te hoge bewerkingstijden etc. Door met de juiste parameters te werken gaat het gereedschap langer mee, wordt de machine minder zwaar belast, worden toleranties gehaald en krijgt u het product zoals u besteld heeft tegen een correcte prijs.
Hieronder zullen de belangrijkste parameters uitgelegd worden.
Heeft u vragen? Neem gerust contact met ons op, wij staan voor u klaar
Parameters in de verspaning
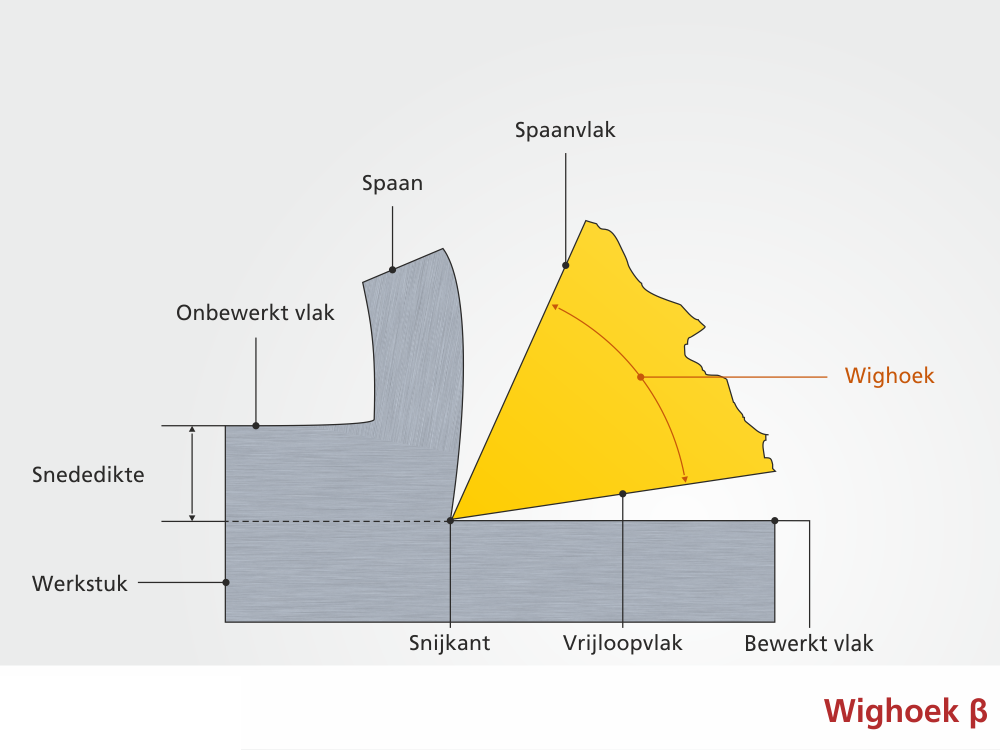
Wat verspanen een ingewikkeld proces maakt, is het grote aantal variabelen. Naast de materiaaleigenschappen zijn er veel geometrische- en bewerkingsparameters die invloed hebben op het verspaningsproces. Van groot belang is de geometrie van het snijgereedschap: de wighoek, vrijloophoek en spaanhoek, die de kwaliteit van freeswerk bepalen.
Wighoek β
De wighoek β is de hoek van het verspanende gereedschap en heeft als functie om de onderlinge aantrekkingskracht van atomen te verbreken. Het fungeert letterlijk als het mes wat het te bewerken oppervlak doorbreekt. De wighoek verschilt sterk per te bewerken materiaal:
- Kleine wighoek bij zachte materialen.
- Grote wighoek bij harde materialen.
Vrijloophoek α
Tijdens het verspanen drukt het snijgereedschap op het materiaal. De plaatselijke elastische vervorming die ontstaat, verdwijnt direct na het passeren van het snijgereedschap. Door het instellen van een vrijloophoek α wordt onnodige wrijving, slijtage en warmte-inbreng voorkomen. De vrijloophoek verschilt per materiaalsoort:
- Grote vrijloophoek (+/- 10 graden) bij zachte staalsoorten.
- Kleine vrijloophoek (enkele graden) bij harde staalsoorten.
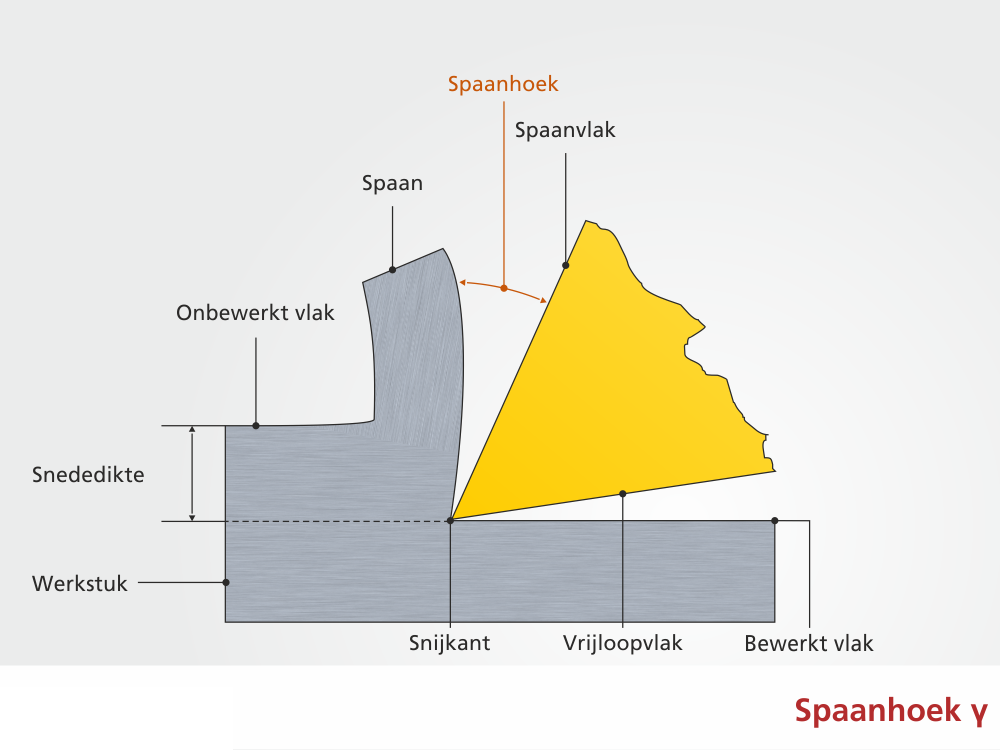
Spaanhoek γ
De spaanhoek γ heeft invloed op de stabiliteit en benodigde snijkrachten bij het verspanen. Het is de hoek tussen het snijvlak en het vlak loodrecht op de bewegingsrichting van het verspanende gereedschap.
Een positieve hoek zorgt voor lagere snijkrachten, maar hoe groter de spaanhoek is, hoe kleiner de wighoek kan zijn. Bij harde staalsoorten is een grote wighoek belangrijk. Dan kan worden gekozen voor een negatieve spaanhoek. Dit zorgt voor meer stabiliteit in het gereedschap.
Parameters
De volgende parameters zijn van belang voor het doen van berekeningen en voor het op een juiste manier bewerken van het werkstuk.
| Parameter | Omschrijving | Eenheid |
| D | Snijdiameter van gereedschap | mm |
| z | Effectief aantal tanden per frees | stuks |
| vc | Snijsnelheid | m/min |
| n | Toerental | omw/min (min-1) |
| vf | Voedingsnelheid of tafelvoeding | mm/min |
| fz | Voeding per tand | mm |
| Q | Verspaand volume | cm3/min |
| fn | Voeding per omwenteling | mm |
| Ap | Snedediepte | mm |
| Ae | Snedebreedte | mm |
| Pc | Netto vermogen | kW |
| Mc | Draaimoment | Nm |
| Hm | Gemiddelde spaandikte | mm |
| Hex | Maximale spaandikte | mm |
Formules en berekeningen
In de verspaning is het kunnen begrijpen en maken van berekeningen rondom het verspaningsproces essentieel. Het juist kunnen interpreteren van de formules heeft invloed op de levensduur van het gereedschap, de kwaliteit van het freeswerk en bepaalt de maakbaarheid van een product.
Lees ook: de theorie achter de formules
Voor het berekenen van het toerental N (omw/min, toeren per minuut of rpm) zijn de volgende waarden van belang:
- n = Toerental (omw/min)
- vc = Snijsnelheid (m/min)
- D = Diameter gereedschap (mm)
- x 1000 = factor bij omzetten van m naar mm
- π = 3,14 (Pi, afgerond op 2 decimalen)
n = ( vc x 1000 ) / ( D x π )
Voor het berekenen van de snijsnelheid Vc (m/min) zijn de waarden variabelen van belang:
- vc = Snijsnelheid (m/min)
- D = Diameter gereedschap (mm)
- n = Toerental (omw/min)
- / 1000 = factor bij het omzetten van mm naar m
- π = 3,14 (Pi, afgerond op 2 decimalen)
vc = ( D x π x n ) / 1000
Voor het berekenen van de voeding / aanzet Vf (mm/min) zijn de volgende variabelen van belang:
- vf = Voeding / aanzet (mm/min)
- fz = Voeding per tand (mm/z)
- n = Toerental (omw/min)
- z = Aantal tanden
vf = fz x n x z
Voor het berekenen van de voeding per omwenteling Fn (mm/omw) zijn de volgende variabelen van belang:
- fn = Voeding / aanzet per omwenteling (mm/omw)
- vf = Voedingssnelheid / aanzet (mm/min)
- n = Toerental (omw/min)
fn = vf / n
Voor het berekenen van de voeding per tand Fz (mm/Z) zijn de volgende variabelen van belang:
- fz = Voeding per tand (mm/z)
- vf = Voedingssnelheid (mm/min)
- n = Toerental (omw/min)
- z = Aantal tanden
fz = vf / ( n x z )
Voor het berekenen van het verspaand volume Q (cm³/min) zijn de volgende variabelen van belang:
- Q = Verspaand volume (cm³/min)
- Ap = Snedediepte (mm)
- Ae = Aanbevolen snedebreedte (mm)
- vf = Voedingssnelheid (mm/min)
- / 1000 = factor bij het omzetten van mm³ naar cm³
Q = ( Ap x Ae x vf ) / 1000